ĪĪĪĪ└Ēšō╔Ž,╚¶ī┘╣▄ĖĪūė┴„┴┐ėŗųąÕFą╬ĖĪūėĄ─ÕF├µ╝ė╣ż│╔Æü╬’ŠĆą╬ĀŅŠ═┐╔ęįīŹ¼F┴„┴┐Į^ī”Š∙ä“▌ö│÷,Ą½╩Ūį┌īŹļH╝ė╣ż╔·«aųą,Æü╬’ŠĆ▓╗ęū╝ė╣ż;═¼Ģr,┴„┴┐ėŗ┴┐│╠░┤ššė├æ¶Ą─ąĶŪ¾,▓╗═¼Ą─┴┐│╠ųĄī”æ¬▓╗═¼Ą─Æü╬’ŠĆą╬ĀŅ,¤oĘ©īŹļH┼·┴┐╔·«a,ė░Ēæ╔·«aą¦┬╩ĪŻę“┤╦,ī”ÕFą╬ĖĪūėĖ─▀Mꬊ∙║Ō╝ė╣żąį║═╔·«aą¦┬╩,ūŅĮK┤_šJĖ─▀MĄ─ĘĮŽ“╩Ū╩╣┴„┴┐▌ö│÷Ęų▓╝▒M┴┐┌ģė┌Š∙ä“,╠ßĖ▀£y┴┐Š½Č╚║═┐╠Č╚▒PĘų▓╝ęĢėXą¦╣¹ĪŻ
ĪĪĪĪė╔ė┌łA╗Ī├µęūė┌╝ė╣ż,ų╗ąĶę¬Ųš═©Ą─öĄ┐žÖC┤▓╝┤┐╔,ę“┤╦,īóÕFą╬ĖĪūėÕF├µą╬ĀŅė╔Æü╬’ŠĆĮ³╦ŲįOėŗ×ķłA╗Ī├µĪŻę“┴„┴┐└Ēšōėŗ╦Ń╣½╩Į┤µį┌ę╗Č©Ą─š`▓Ņ,Ą├│÷Ą─ĮYšōų╗─▄ū„×ķģó┐╝,ąĶę¬į┘ĮY║ŽĖ─▀MŪ░Ą─įć“ל╦Č©öĄō■┤_Č©łA╗ĪÕFą╬ĖĪūėĄ─│▀┤ńĪŻ
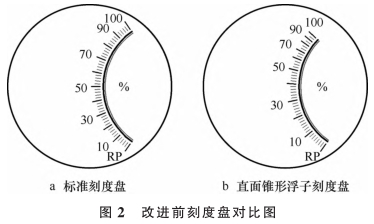
ĪĪĪĪęį┐┌ÅĮDN25,┴„┴┐2500L/hĄ─┐ū░Õ╩ĮĖĪūė┴„┴┐ėŗ×ķ└²,▀MąąŠ▀¾wĄ─Ė─▀M▀^│╠Ęų╬÷ĪŻĖ─▀MŪ░Ą─ÕFą╬ĖĪūė╩Ūų▒ÕF├µ,įć“ל╦Č©öĄō■╚Ī0Īó10%Īó20%Īó30%Īó40%……11éĆ┴„┴┐³cöĄō■,ĮY╣¹╚ń▒Ē1╦∙╩Š,┐╠Č╚▓ŅųĄ╩ŪųĖŽÓÓÅ┴„┴┐³cĄ─┐╠Č╚▓ŅĪŻ
ĪĪĪĪīóś╦Č©ĮY╣¹öĄō■ųŲū„│╔┐╠Č╚▒P,╚ńłD2b╦∙╩Š,┐╠Č╚ųąķLŠĆī”æ¬Ą─╩Ū11éĆ┴„┴┐³c,┼cłD2a╦∙╩ŠĄ─ś╦£╩┐╠Č╚▒P▀Mąąī”▒╚┐╔ų¬,Ū░40%┴„┴┐┐ńČ╚▒╚▌^┤¾,Ęų▓╝▒╚▌^╩Ķ╔ó,║¾40%┴„┴┐┐ńČ╚ąĪ,Ęų▓╝▒╚▌^╝»ųą,ęĢėXą¦╣¹▓ŅĪŻ═¼Ģr£y┴┐Š½Č╚ę▓▓Ņ,└²╚ń90%ĄĮ100%ų╗ėąā╔éĆ┐╠Č╚Ė±,ę“┴„┴┐ūā╗»³cŽÓŠÓ╠½Į³,┐╔─▄93%ĄĮ97%ĘČć·ķgĄ─┴„┴┐Č╝ųĖ╩Šį┌95%Ą─╬╗ų├ĪŻŲõ╦¹┐┌ÅĮ║═┴„┴┐Č╬Ą─Ęų▓╝ŪķørŠ∙ŅÉ╦ŲĪŻ
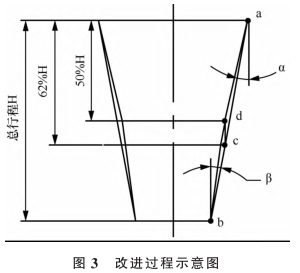
ĪĪĪĪė╔▒Ē1öĄō■┐╔ų¬,┴„┴┐³c50%╠Ä,ī”æ¬ś╦£╩┐╠Č╚▒PĄ─╬╗ų├×ķ62%,šf├„ÕFą╬ĖĪūė╔Ž╔²ĄĮ┐éąą│╠Ą─62%,╝┤62%┐éąą│╠╠ÄĄ─ĖĪūė═ŌÅĮ┼c┐ū░Õā╚ÅĮą╬│╔Ą─Łhą╬┴„═©├µĘe▓┼─▄£y│÷50%Ą─┴„┴┐ĪŻ└ĒŽļĀŅæBŽ┬æ¬įō╩ŪÕFą╬ĖĪūė╔Ž╔²ĄĮ┐éąą│╠Ą─50%,╝┤50%┐éąą│╠╠ÄĄ─ĖĪūė═ŌÅĮ┼c┐ū░Õā╚ÅĮą╬│╔Ą─Łhą╬┴„═©├µĘeŠ═┐╔ęį£y│÷50%Ą─┴„┴┐,ę“┤╦ąĶīó62%╠ÄĄ─ĖĪūė═ŌÅĮęŲäėĄĮ50%╠Ä,╚ńłD3╦∙╩Š,
ĪĪĪĪ╝┤īóc³cęŲäėĄĮd³c,ė╔aĪóbĪód╚²³c┤_šJłA╗ĪĪŻė╔▒Ē1öĄō■┐╔ų¬,┴„┴┐³c10%~80%╬╗ų├³cŠ∙═¼50%╠Äę╗śėŲ½Ė▀,═©▀^ą┬┤_šJĄ─łA╗Ī,┐╔īó10%~80%╬╗ų├³cŠ∙Ž“Ž┬▀Mąąš{š¹,╝┤ī”æ¬łD3╦∙ėąĄ─░ļÅĮ³cŠ∙╔ŽęŲĪŻłD2ųąŪ░40%Ą─┴„┴┐┐ńČ╚┤¾,šf├„āAą▒ĮŪα▌^ąĪ,ą┬┤_šJĄ─łA╗Īį÷╝ė┴╦āAą▒ĮŪαĄ─ĮŪČ╚ųĄ;║¾40%Ą─┴„┴┐┐ńČ╚ąĪ,šf├„āAą▒ĮŪβ▌^┤¾,ą┬┤_šJĄ─łA╗ĪĮĄĄ═┴╦āAą▒ĮŪβĄ─ĮŪČ╚ųĄĪŻ
|